Manuelles Spanen 13.05.2008, 09:26
In der modernen Arbeitswelt haben Maschinen, maschinenähnliche Hilfsmittel und Werkzeuge eine überragende Rolle eingenommen, doch sind die manuellen, also die handwerklichen Techniken wie Spanen, Meißeln, Sägen, Feilen, Schaben und Gewindeschneiden nicht ausgestorben.
1. Ausbildungsjahr
Manuelles Spanen
Das Fremdwort »manuell« bedeutet »von Hand«. Unter manuellem Spanen versteht man spanabhebende Arbeitstechniken, bei denen der Facharbeiter mit seinem Können noch eine wichtige Rolle spielt.
In der modernen Arbeitswelt haben Maschinen, maschinenähnliche Hilfsmittel und Werkzeuge eine überragende Rolle eingenommen, doch sind die manuellen, also die handwerklichen Techniken wie Meißeln, Sägen, Feilen, Schaben und Gewindeschneiden nicht ausgestorben.
1.1 Die Schneidenform
Stellt man sich die bei diesen Techniken eingesetzten Werkzeuge vor, dann findet man eine auffallende Gemeinsamkeit: Jedes ist mit einer oder mehreren Schneiden ausgestattet. Die Grundform der Schneide ist immer ein Keil. Sogar an der Schleifscheibe gibt es eine Keilform, wenn man ein einzelnes Schleifkorn betrachtet. Hier lässt sich der Keil jedoch, im Gegensatz etwa zur Sägenschneide, nicht eindeutig bestimmen.
1.2 Winkel und Flächen an der Werkzeugschneide
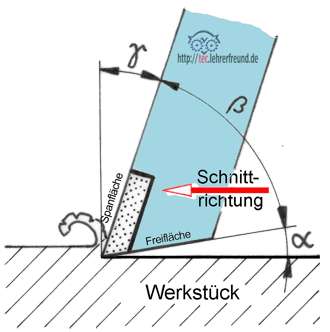
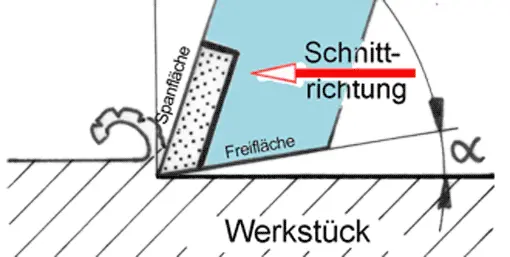
Bearbeitet man Werkstoffe mit einem Keil, hebt also Späne ab, sollte dieser so gestaltet und angesetzt werden, dass das Spanen unter den besten Bedingungen vor sich gehen kann. Man hat dafür die drei Winkel α, β und γ festgelegt, die zusammen 90° ergeben.
Die Basis des 90°-Winkels ist die Schnittfläche am Werkstück. Der Winkel, den man an der Schneide selbst sehen kann, ist der Keilwinkel β.
Die von α begrenzte Werkzeugschneide ist eine Fläche, die auf dem zu bearbeitenden Material reiben und sehr heiß werden würde, wenn α = 0° wäre. Man sagt: Die Fläche muss »frei laufen« oder »frei schneiden«. Deshalb heißt sie Freifläche und der Winkel α Freiwinkel.
Die Schneidenseite, auf der der Span entsteht und sich abrollt, ist dementsprechend die Spanfläche und der dazu gehörige Winkel γ der Spanwinkel.
Wovon hängt die Größe von α, β und γ ab? Am schnellsten wird man für den Keilwinkel β eine Antwort finden. Seine Größe hängt von der Art des zu bearbeitenden Materials ab. Ist es weich, kann β klein sein, ist es hart (Stahl), muss β größer gewählt werden. Damit für α und γ überhaupt noch etwas übrig bleibt, muss β < 90° sein. Der Spanwinkel schwankt bei der Bearbeitung von Stahl zwischen 5° und 40°. Er hat einen starken Einfluss auf die Art und Form des entstehenden Spans. Deshalb ist in diesem Zusammenhang auch die Spanbildung zu betrachten.
1.3 Spanbildung und Spanarten
Die Entstehung eines Spans kann man in drei Phasen einteilen:
- Die Spanfläche quetscht das Material zusammen; es wird angestaucht.
- Das Material reißt vor der Schneidenspitze ein: ein »voreilender Riss« entsteht.
- Der entstandene Span wird durch Abscheren abgetrennt.
Man unterscheidet drei Spanarten.
Ein Reißspan ist zu erwarten, wenn
- das zu bearbeitende Material spröde ist (harter Stahl, Grauguss, Bronze)
- der Spanwinkel γ sehr klein ist. Dann hat die Schneide einen nur geringen Schneideffekt
- die Schnittgeschwindigkeit vc gering ist.
Reißspäne hinterlassen eine raue, unebene Oberfläche.
 Bei zähen Werkstoffen, mittleren Spanwinkeln γ und nicht zu hohen Schnittgeschwindigkeiten vc ergibt sich der besonders bei der maschinellen Bearbeitung angestrebte Scherspan. Er besteht aus lamellenförimigen Spanteilchen, die teilweise zusammenschweißen und kurze Spanlocken bilden.
Bei zähen Werkstoffen, mittleren Spanwinkeln γ und nicht zu hohen Schnittgeschwindigkeiten vc ergibt sich der besonders bei der maschinellen Bearbeitung angestrebte Scherspan. Er besteht aus lamellenförimigen Spanteilchen, die teilweise zusammenschweißen und kurze Spanlocken bilden.
Die beste Oberflächengüte erhält man mit dem Fließspan, der bei gut verformbaren Werkstoffen und hohen Schnittgeschwindigkeiten entsteht.
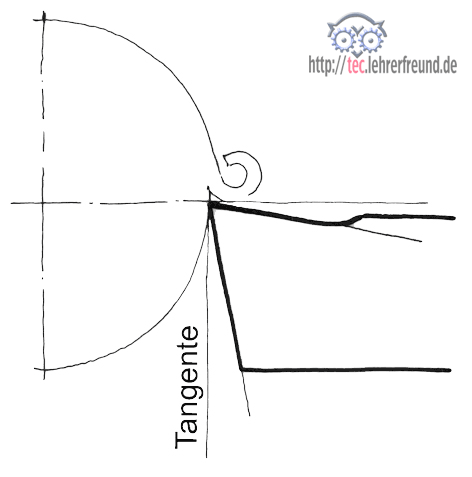
1.4 Schneidenwinkel bei zylindrischen Werkstücken
Das oben für geradlinig abgetrennte Späne Gesagte (Meißeln, Feilen, Sägen) gilt auch für die Herstellung zylindrischer Werkstücke. Die Winkelbasis bei diesen ist eine durch die Schneidenspitze laufende Tangente. Beispiel: Drehen.
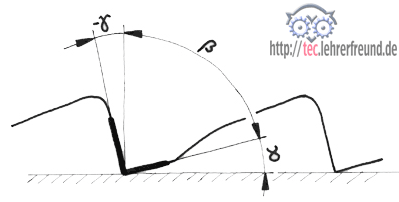
1.5 Der negative Spanwinkel
Bei manchen Werkzeugen wie z. B. beim Schaber ist γ + β > 90°. Da aber α + β + γ = 90° sein muss, wird γ rechnerisch negativ, d. h. γ muss von der Spanfläche aus zurückgerechnet werden. Schneiden mit negativem Spanwinkel schneiden nicht, sondern schaben.
1.6 Die wichtigsten Schneidstoffe
- der Schnellarbeitsstahl (HSS). Er ist ein hoch legierter Werkzeugstahl mit den Legierungselementen W, Mn, V und Co. Werkzeuge für manuelles Bearbeiten bestehen meistens aus HSS.
- Hartmetall, ein im Sinterverfahren hergestellter Verbundwerkstoff. Sein eigentlicher Schneidstoff ist das WC.
- Cermets (= Ceramic + Metal). Hier ist das TiC der Schneidwerkstoff.
Beim Drehen und Fräsen von Stahlwerkstücken mittlerer Festigkeit liegt die Schnittgeschwindigkeit vc grob bei 25 m/min. Mit Hartmetallen und Cermets sind wenigstens zehn Mal höhere Geschwindigkeiten möglich.
1.7 Kühlschmierwerkstoffe
Ihre Aufgabe ist es, die beim Bearbeiten entstehenden Temperaturen an Werkzeug, Werkstück und Maschine niedrig zu halten; sie sind auch Ausschlag gebend für eine gute Oberflächengüte und eine lange Werkzeugstandzeit (Zeit zwischen zwei Nachschliffen).
Zum Beitrag ESELSBRÜCKEN, wo die Werkzeug-Standzeit ebenfalls erwähnt ist