Werkzeugmaschinen zum Spanen: Einteilung 27.10.2011, 14:35
In diesem Beitrag geht es ausschließlich um Werkzeugmaschinen zum Spanen. Wir gehen auf Bauarten, Baugruppen und Achsbezeichnungen ein. Dazu eine knappe Historie, exemplarisch an der Drehmaschine aufgezeigt.
Werkzeugmaschinen lassen sich nach verschiedenen Gesichtspunkten einteilen. Einer davon ist die Einteilung nach dem Fertigungsverfahren. Das Fertigungsverfahren bestimmt in der Regel den Namen einer Werkzeugmaschine. So ist die Bohrmaschine abgeleitet vom Bohren.
Fertigungsverfahren sind nach DIN 8580: Urformen, Umformen, Trennen, Fügen, Beschichten und Stoffeigenschaften ändern. Unterkategorien des Trennens sind das Zerteilen, das Spanen und das Abtragen.
In diesem Beitrag geht es ausschließlich um Werkzeugmaschinen zum Spanen. Dazu gehören die
- Drehmaschine
- Fräsmaschine
- Bohrmaschine
- Hobelmaschine,
- Schleifmaschine.
Ein großer Teil moderner Maschinen wird heute CNC-gesteuert.
(Als Numerische Steuerung (NC, engl.: Numerical Control) bezeichnet man ein Gerät zur Steuerung von Maschinen, welches Steuerbefehle liest, die als Code auf einem Datenträger vorliegen. Diese Daten werden von der Maschine in Arbeits- bzw. Bewegungsabläufe umsetzt.
CNC: Computerized Numerical Control, übersetzt „computerisierte numerische Steuerung“, ist eine elektronische Methode zur Steuerung und Regelung von Werkzeugmaschinen (CNC-Maschinen), bzw. die dafür eingesetzten Geräte wie Controller und Computer.)
Der Bediener einer CNC-Maschine wird nicht mehr mit herkömmlichen Zeichnungen beliefert. Das NC-Programm für das zu produzierende Teil wird direkt auf Basis der am Computer verwendeten CAD-Daten geschrieben. So müssen die notwendigen Instruktionen für die CNC-Maschine und die Anweisungen für den Bediener auch nicht mehr ausgedruckt werden; sie werden in elektronischer Form an die CNC-Maschine übermittelt.
Je nach dem Bearbeitungskonzept unterscheidet man
1. Bearbeitungszentren (BZ).
2. Flexible Fertigungszellen (FFZ)
3. Flexible Fertigungssysteme (FFS)
Das BZ bearbeitet jeweils ein Werkstück selbsttätig.
Die FFZ bearbeitet jeweils mehrere Werkstücke selbsttätig.
Das FFS ist ein Mehrmaschinensystem: Das durch mehrere Maschinen verkettete System bearbeitet jeweils mehrere Werkstücke selbsttätig.
Die beiden folgenden Bilder zeigen gekapselte Dreh- und Fräs-Bearbeitungszentren.
Das obere Bild zeigt die aus dem Gehäuse heraus genommene Kernmaschine, eine CNC-Universal-Drehmaschine. Ihre drei Achsen werden separat angetrieben. Links oben ist das Mehrfach-Werkzeug-Aufnahmesystem, der Revolver.
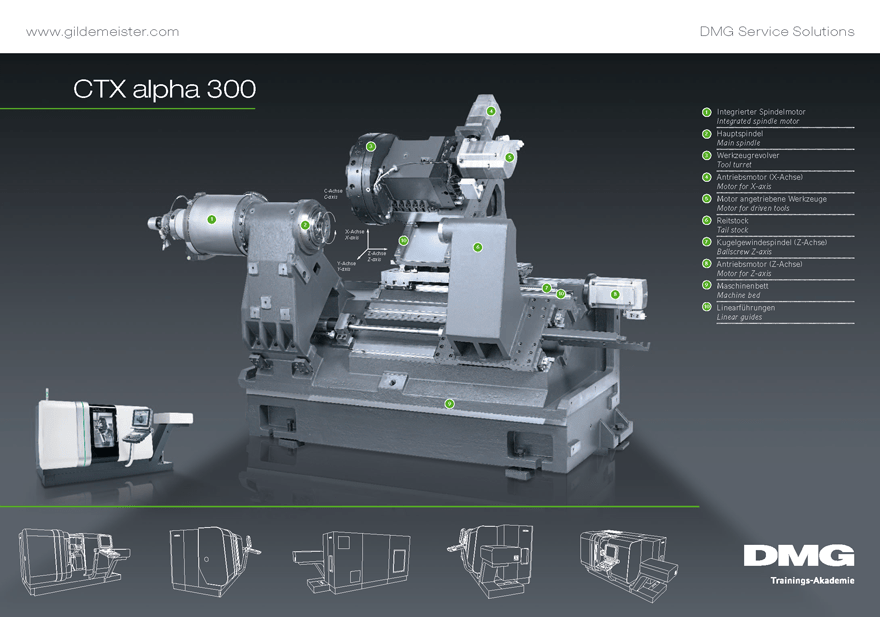
CNC-Universal-Drehmaschine, Bild: GILDEMEISTER AG, Bielefeld
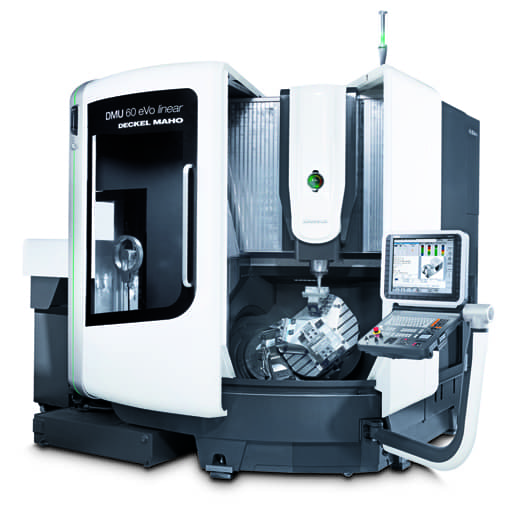
Universal-Fräs-Drehmaschine, Bild: GILDEMEISTER AG, Bielefeld
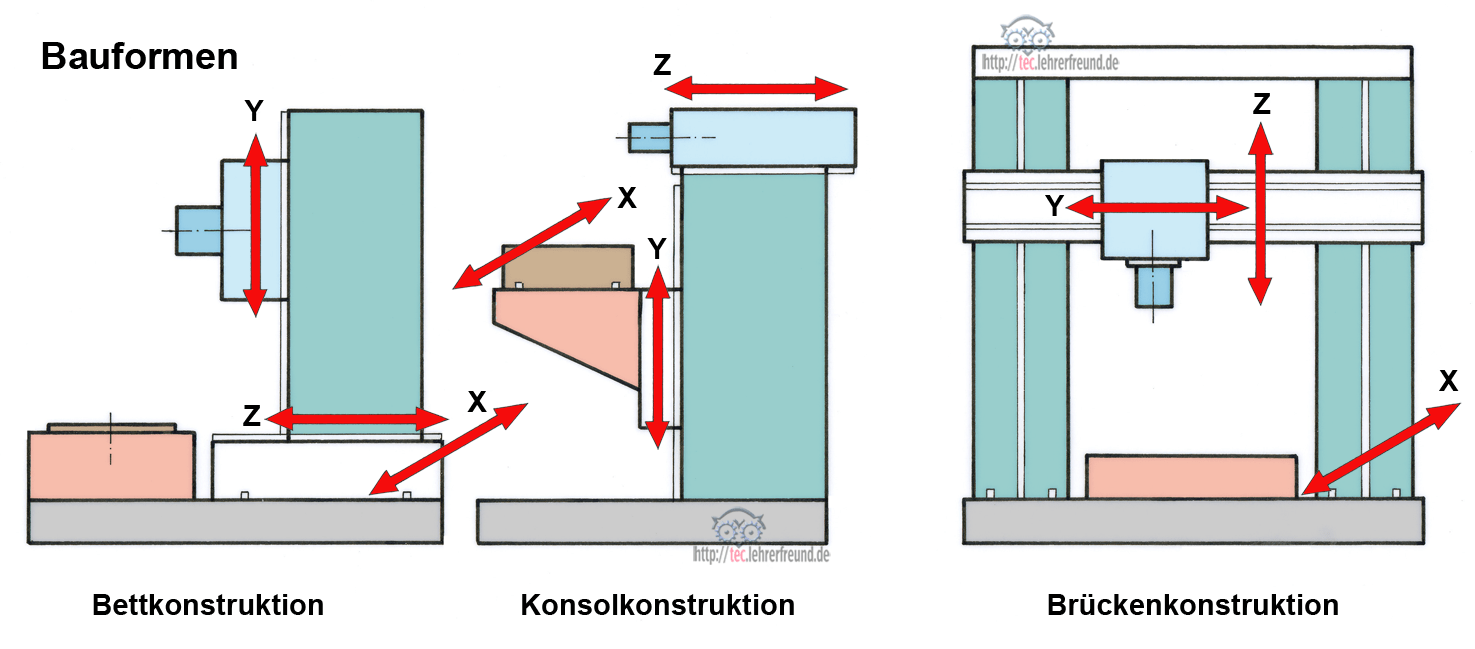
Bauarten
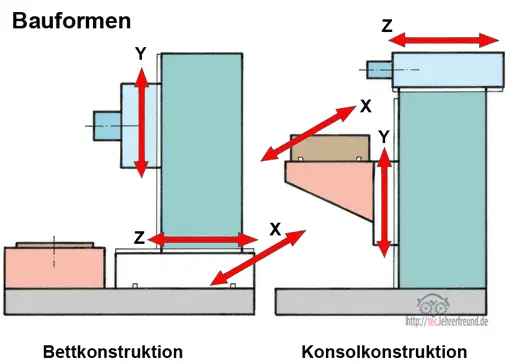
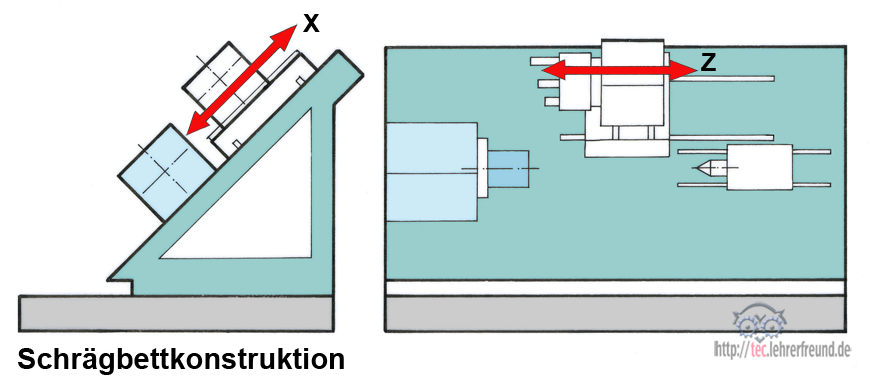
Die äußere Bauform einer Werkzeugmaschinen kann als Bettmaschine, als Konsolmaschine oder als Brückenmaschine ausgeführt sein. Eine besondere Bettform ist das Schrägbett. Diese Form wurde für die ganz oben dargestellte CNC-Universal-Drehmaschine gewählt.
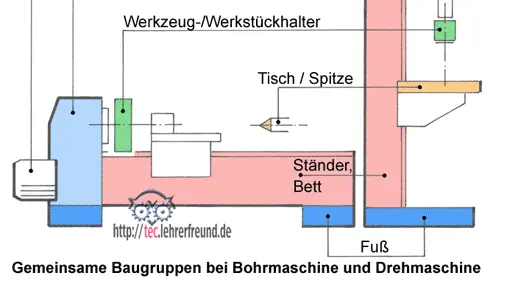
Werkzeugmaschinen bestehen aus typischen Baugruppen.
Gestellbauteile sind: Grundplatte, Bett, Ständer, Gestell, Tisch, Säule usw.
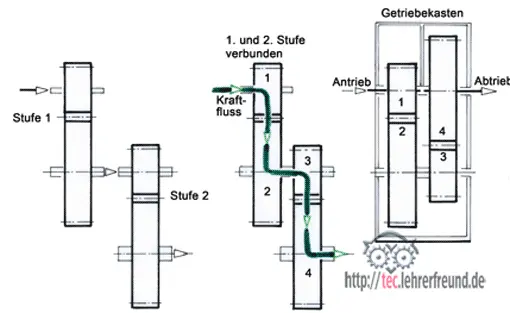
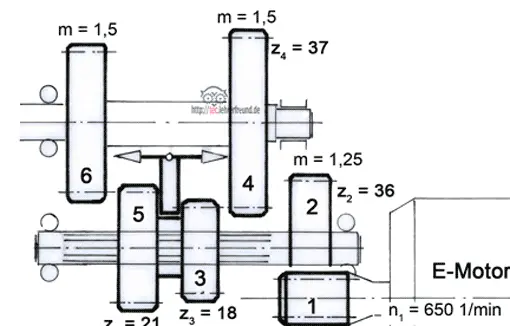
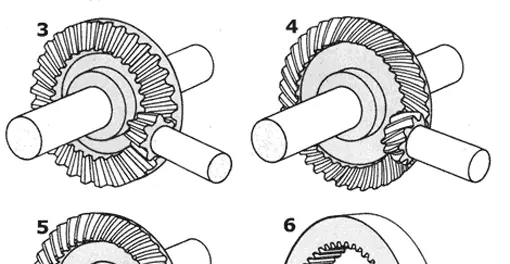
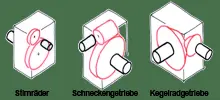
Antriebs- und Kraftübertragungselemente sind: Motoren, Getriebe, Kupplungen, Vorschubeinrichtungen usw. ,
Schlitten mit Flach- und Rundführungen,
Werkstück- und Werkzeugträger mit unterschiedlichen Spannsystemen.
Steuerungen können arbeiten: mechanisch, hydraulisch, pneumatisch, elektrisch, mit NC, CNC, SPS.
Achsbezeichnungen
Um die Bewegungsrichtung an CNC-Maschinen festzulegen, hat man für die Hauptverfahrwege der Maschinenschlitten Koordinatenachsen im kartesischen Koordinatensystem festgelegt.
- Linearachsen werden mit X, Y und Z bezeichnet. Dabei liegt die Z-Achse parallel zur Spindelachse und die X-Achse parallel zum Aufspanntisch.
- Drehachsen erhalten die Bezeichnungen A, B und C; dabei dreht sich A um X, B um Y usw.
- Die Werte im Koordinatensystem werden vom Maschinenhersteller festgelegt.
Entwicklung der Werkzeugmaschinen am Beispiel der Drehmaschine
Bild: Drehbank um 1890. Der Werkzeugschlitten besitzt keinen Vorschubantrieb. (Bild WIKI, erweitert)
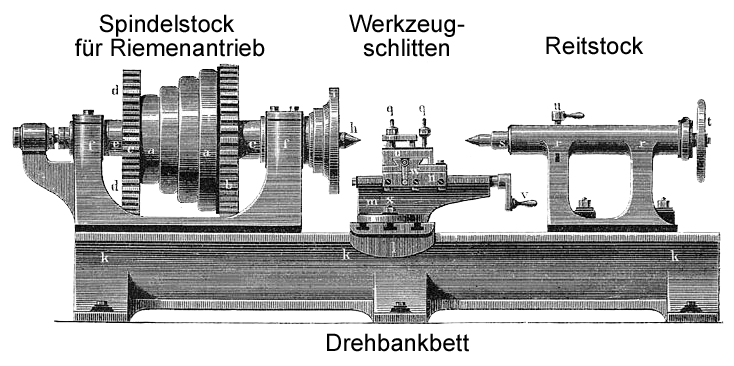
Die primitive Drehbank wurde Anfang 1900 zur Drehmaschine, als man sie mit einem Werkzeugschlitten und der Leitspindel ausstattete; später kam als Vorschubkomponente die (glatte) Zugspindel dazu. Jetzt hatte das Werkzeug (der Drehmeißel) eine Zwangsführung, so dass die Qualität der Drehteile nicht mehr so stark vom Können des Drehers abhing. Doch es dauerte noch 60 Jahre, bis man den Begriff Drehmaschine tatsächlich anwandte.
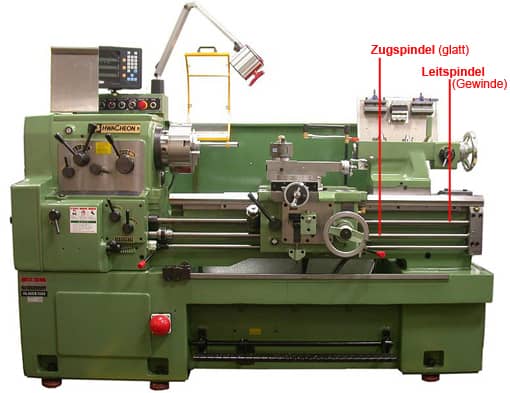
Bild: Moderne Leit- und Zugspindeldrehmaschine (Bild WIKI)
Ab etwa 1970 werden Werkzeugmaschinen zunehmend numerisch gesteuert. Ihre Steuerungsbefehle erhalten sie über Lochstreifen oder Magnetkassetten.
20 Jahre später hat sich in der Massenferigung die Einzelmaschine zum Bearbeitungszentrum gewandelt: Sein äußeres Merkmal ist die völlige Kapselung. Mit Hilfe von Werkzeugspeichern und automatischem Werkzeugwechsel können jetzt aufwendige Werkstücke komplett bearbeitet werden. Die Basis der NC-Steuerung sind Mikroprozessoren; bei den Maschinen wird großer Wert auf eine gute Bedienbarkeit gelegt. Dies ist möglich durch graphische Bedienoberflächen, durch Fehlerdiagnose- und Überwachungssysteme und Ähnliches.
______________________________________
Im nächsten Beitrag machen wir einen Vorschlag für ein Arbeitsblatt zu »Werkzeugmaschinen zum Spanen: Einteilung«