Wärmebehandlung von Stahl (4): Glühen, Härten, Vergüten 20.09.2010, 14:18
Wärmebehandlungsverfahren sind das Glühen, das Härten, das Anlassen und das Vergüten. Glühen: Gehärteter oder durch Verformung hart gewordener Stahl wird weichgeglüht. Das Härten läuft in drei Stufen ab: Erwärmen auf Härtetemperatur, kurzzeitiges Verweilen auf dieser Temperaturstufe, Abschrecken. Konstruktionsstähle, von denen man neben einer hohen Festigkeit auch eine große Zähigkeit verlangt, werden vergütet. Mit Vertiefungsfragen.
3. und 4. Ausbildungsjahr
Fortsetzung von »Wärmebehandlung von Stahl (3)«
Wärmebehandlung der Stähle
Von Werkzeugen (z. B. Bohrer, Drehmeißel, Sägeblätter) und Maschinenteilen (z. B. Nockenwellen, Kolbenbolzen, Hydraulik-Steuerkolben) verlangt man Härte, aber auch Zähigkeit. Ein Bohrer etwa muss durchgehärtet sein, damit er beim Nachschleifen nicht weich wird. Ein Zahnrad dagegen darf bei hoher Beanspruchung nicht zerspringen: Seine Zähne müssen im Innern zäh bleiben, damit sie auch bei stoßweiser Beanspruchung oder bei plötzlichen Drehmomentsteigerungen elastisch nachgeben können. Trotzdem darf ihre Oberfläche nicht vorschnell verschleißen: sie sollte also hart sein. Solche Anforderungen lassen sich durch die Auswahl geeigneter Werkstoffe und mit Hilfe einer gezielten Wärmebehandlung erreichen. Wärmebehandlungsverfahren sind das Glühen, das Härten, das Anlassen und das Vergüten.
1. Glühen
Sollen in einem Werkstück Qualitätsminderungen, die aus einer vorangegangenen Bearbeitung wie Walzen, Schmieden, Biegen oder Härten resultieren, wieder rückgängig gemacht werden, dann geschieht dies durch Glühen. Zum Glühen gehören drei Abläufe:
- langsames Erwärmen auf eine bestimmte Temperatur
- Aufrechterhalten dieser Temperatur während einer gewissen Zeit
- langsames Abkühlen.
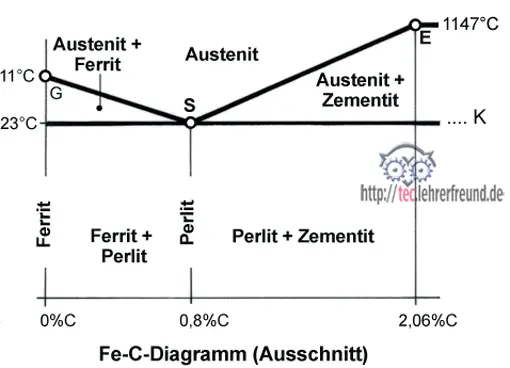
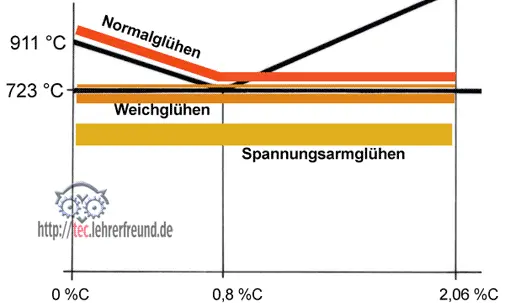
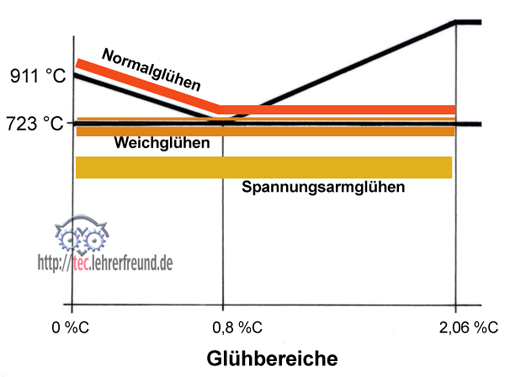
Je nach gewünschtem Zweck kann man ein Bauteil weichglühen, spannungsarmglühen oder normalglühen. (Das Bild »Glühbereiche« ist eine Erweiterung des Bildes »Fe-C-Diagramm«: Es zeigt eine Anwendung der Wärmebehandlungsverfahren).
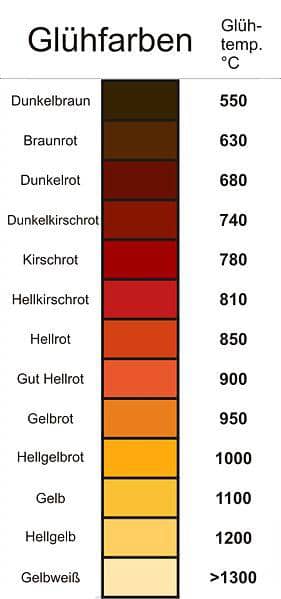
Glühfarben geben einen äußeren Anhaltspunkt, die Temperatur eines erwärmten Bauteils zu beurteilen. Die Glühfarben sind eine brauchbare Hilfe, wenn man das Teil nicht im Ofen auf Temperatur bringen kann, z. B. beim Schmieden oder auf der Baustelle.
Weichglühen: Gehärteter oder durch Verformung hart gewordener Stahl wird bei Temperaturen zwischen 710 und 733 °C (unlegierte und niedrig legierte Stähle) geglüht. Dies ist der Bereich der Umwandlungslinie (723 °C). Danach lässt sich der Stahl wieder leichter bearbeiten. Hochlegierte Stähle erhitzt man auf Temperaturen bis 850 °C.
Beim Spannungsarmglühen werden, wie der Name sagt, Spannungen im Gefüge abgebaut, wie sie etwa beim Schweißen oder Biegen entstehen. Nach ein bis zwei Stunden Glühdauer lässt man die Werkstücke langsam abkühlen. Die Temperatur liegt unterhalb der Werte für das Weichglühen. Bei hochlegierten Stählen muss man die Glühvorschriften des Herstellers beachten.
Durch Normalglühen erreicht man wieder ein feines Gefüge, wenn dieses durch starke Beanspruchung beim vorausgegangenen Walzen, Schmieden o. A. grobkörnig wurde. Ein kurzzeitiges Erwärmen über die Linie G-S-E hinaus genügt, um das grobe Korn zurückzubilden.
2. Härten
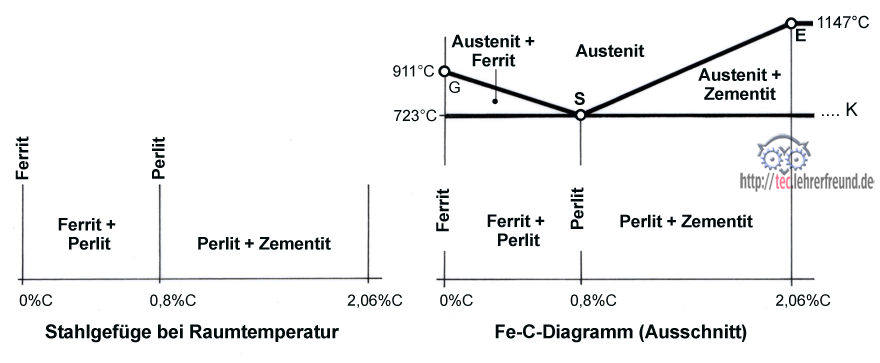
Um das notwendige Ausgangsgefüge, das Austenit, zu erhalten, erhitzt man etwa 20 bis 30 °C über die Linie G-S-K hinaus. Der eigentliche Härtevorgang läuft in drei Stufen ab:
- Erwärmen auf Härtetemperatur,
- kurzzeitiges Verweilen auf dieser Temperaturstufe
- Abschrecken.
Erwärmen auf Härtetemperatur: Den Stahl zunächst langsam erwärmen. Dies ist wichtig, damit dünne Werkstückpartien sich nicht zu stark dehnen oder verbrennen, während dickwandigere Partien im Inneren noch verhältnismäßig kalt sind. (Temperaturunterschiede führen leicht zum Verziehen oder zu Spannungen und Rissen). Danach erwärmt man rasch auf Härtetemperatur, um dem Verzundern oder Entkohlen zu begegnen.
Halten auf Härtetemperatur: Damit wird eine gleichmäßige Durchwärmung des Werkstücks erreicht. Eine Übererwärmung von dünnen oder vorspringenden Werkstückpartien kann man mit Schutzpasten vermeiden.
Abschrecken: Das Abschrecken kühlt den Stahl innerhalb kürzester Zeit ab, wodurch ein feinkörniges Gefüge entsteht. Die Härte eines Werkstücks wird außer vom C-Gehalt auch von der Abschreckungsgeschwindigkeit beeinflusst, die bei verschiedenen Abschreckmitteln unterschiedlich groß ist. Wasser ist das »normale« Abschreckmittel. Setzt man ihm Säure oder Salze zu, dann wird die Abschreckwirkung schroffer, Öle mildern sie. Die geringste Abschreckwirkung hat Luft; hochlegierte Stähle sind so genannte »Lufthärter«. Das Härtegefüge nach dem Abschrecken ist das Martensit.
3. Anlassen
Mit dem Anlassen, einem Wiedererwärmen auf Temperaturen zwischen 200 und 350 °C nach dem Härten, erreicht man den Abbau von inneren Spannungen und der härtebedingten Sprödigkeit, sowie eine Zunahme der Zähigkeit. Dies ist allerdings nur auf Kosten der Härte möglich. Beim Anlassen erscheinen auf der blankgeriebenen Werkstoffoberfläche die Anlassfarben, die bestimmten Temperaturen entsprechen. Sie reichen von weißgelb (200 °C) über rot und blau bis grau.
4. Vergüten
Konstruktionsstähle, die neben hoher Festigkeit auch eine große Zähigkeit aufweisen müssen, werden vergütet. Beispiele dafür sind Schrauben, Keile, Zapfen und Wellen. Vergüten ist eine Härtevorgang mit nachfolgendem hohem Anlassen auf Temperaturen zwischen 550 und 700 °C. Dabei entsteht ein feinkörniges Werkstoffgefüge mit sehr hohen Festigkeitswerten.
5. Oberflächenhärten
Von der Werkzeugherstellung abgesehen bestehen gehärtete Teile fast ausnahmslos aus Baustählen. Deren C-Gehalt liegt unter 0,5 %: Sie bilden also nur ein unzureichendes Härtegefüge aus. Wie kann man sie aber trotzdem härten?
5.1 Härten im Kasten
Eine Lösung liegt darin, dass man den Teilen an der Oberfläche Kohlenstoff zuführt. Dies geschieht in Stahlkästen, in denen die zu härtenden Bauteile mit einem C-haltigen Mittel umgeben und luftdicht verschlossen werden. Durch Glühen auf ca. 900 °C wandert der C aus dem C-Träger heraus und diffundiert (dringt) in die Stahloberfläche ein. Dort reichert sich der C auf eine Konzentration bis 1,5 % an. Die Eindringtiefe richtet sich nach der Glühdauer; mit jeder Stunde nimmt sie um etwa 0,1 mm zu. Nach dem Aufkohlen folgt wie beim normalen Härten das Glühen, Abschrecken und Anlassen. Ein Nachteil des Einsatzhärtens liegt darin, dass sich die Teile leicht verziehen und dass sie erst nach der Wärmebehandlung fertig bearbeitet (z. B. geschliffen) werden können.
5.2 Nitrieren
Ein weiteres Oberflächenhärten ist das Nitrieren. Das Wort verrät, dass dabei Stickstoff (= Nitrogenium N) im Spiel ist. Wenn man Nitrierstähle bei Temperaturen von etwa 500 bis 600 °C einem Stickstoffstrom aussetzt, dann bilden sich an der Werkstoffoberfläche Fe-N-Verbindungen, die extrem harten Nitride.
Die Vorteile des Nitrierens sind:
- relativ geringe Temperaturen (Energieersparnis)
- geringer Verzug
- kein Abschrecken erforderlich
- das Nitrieren kann am fertig bearbeiteten Werkstücken ausgeführt werden.
6. Stähle für die Wärmebehandlung
Allgemeine Baustähle, auch Grundstähle genannt, sind für die hier beschriebenen Wärmebehandlungsverfahren (mit Ausnahme des Glühens) nicht vorgesehen. Darunter fallen alle Stähle mit dem Kurzzeichen »St«. Dagegen eignen sich alle Qualitätsstähle, unlegiert oder legiert, für eine Wärmebehandlung. Je nach vorgesehenem Verfahren muss man aber jeweils die geeignete Stahlsorte auswählen.
Einsatzstähle sind Stähle mit einem C-Gehalt zwischen 0,1 und 0,2%. Beispiele: C10, C15, 16 MnCr5, 20 MnCr5
Vergütungsstähle enthalten zwischen 0,2 und 0,6 %C. Beispiele: C35, C60, 34 CrMo4, 50 CrV4
Nitrierstähle sind mit Cr, Mo und Al legiert. Beispiele: 31 CrMo12, 39 CrMoV13 9, 41 CrAlMo7
Wiederholungsaufgaben
Beantworten Sie folgende Fragen (es ist jeweils nur eine Auswahlantwort richtig).
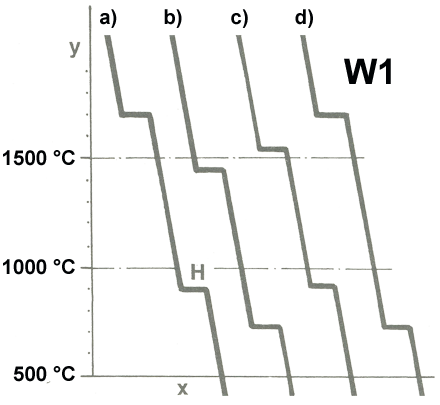
1. Bild W1: Abkühlungskurve für Fe. Auf der x-Achse ist aufgetragen
a) Temperatur b) Zeit c) C-Gehalt d) Fe-Gehalt
2. Bild W1: Richtig gezeichnet ist die Kurve a) b) c) d)
3. Bild W1: Falls Kurve a) richtig gezeichnet wäre. Was bedeutet dann der Haltepunkt H?
a) das Eisen verdampft b) das Eisen schmilzt c) das Eisen erstarrt d) α-Eisen wird in γ-Eisen umgewandelt
4. Bild W1: Haltepunkt H. Welche Aussage ist richtig?
a) Die Temperatur bleibt konstant, weil Wärme abgegeben wird b) Die Temperatur bleibt konstant, weil keine Wärme zugeführt wird c) Die Temperatur bleibt konstant, weil keine Wärme mehr abgeführt wird d) Die Temperatur bleibt konstant, weil das Metall kurzzeitig als Isolator wirkt.
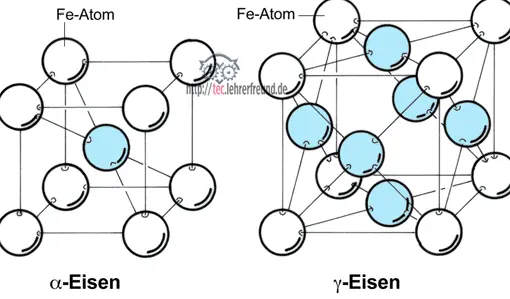
5. α-Eisen besteht aus
a) 16 b) 14 c) 9 d) 8 Fe-Atomen.
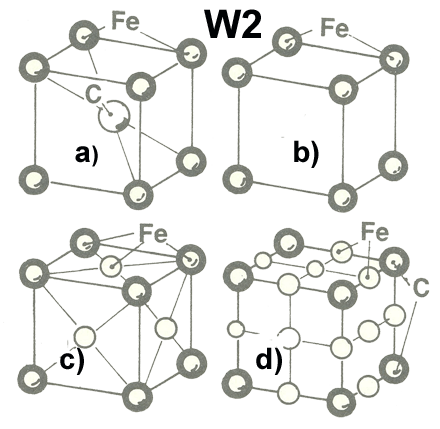
6. Bild W2: Ein γ-Fe ist abgebildet in Bild a) b) c) d)
7. Bild W2: Austenit ist abgebildet in Bild a) b) c) d)
8. Unter Ferrit versteht man
a) Perlit + Zementit b) reines Eisen c) Kohlenstoff + Eisen d) reinen Kohlenstoff
9. Ein Stahlgefüge mit C = 0,8 % besteht bei Raumtemperatur aus
a) Perlit b) Zementit c) Kohlenstoff + Eisen d) reinem Kohlenstoff
10. Der härteste Bestandteil eines Stahlgefüges ist
a) Perlit b) Ferrit c) Zementit d) Kohlenstoff
11. Das Härtegefüge heißt
a) Ferrit b) Perlit c) Zementit d) Martensit.
12. Wenn ein Stahlgefüge durch massive Bearbeitung oder Umformung grobkörnig geworden ist, kommt zur Kornverfeinerung in Frage
a) Spannungsarmglühen b) Nitrieren c) Weichglühen d) Normalglühen.
13. Ein Lufthärter ist a) 16 MnCr5 b) X 90CrMn43 c) C20 d) 31 Cr Mo12
14) In welchem der folgenden vier Vorschläge stehen Teile, die vergütet werden?
a) Schrauben, Passfedern b) Rundstähle, Winkelstähle aus St 37 c) Kolbenbolzen, Nockenwellen d) Bronzelager, Al-Riemenscheiben
15. Beim Nitrieren wird a) C zugeführt b) Stickstoff zugeführt c) C entzogen d) die Stahloberfläche beschichtet mit Nitraten
________________
Lösungen:
1. b) 2. c) 3. d) 4. a) 5. c)
6. c) 7. a) 8. b) 9. a) 10. c)
11. d) 12. d) 13. b) 14. a) 15. b)
________________
Lesen Sie auch Wärmebehandlung von Stahl 1 / Wärmebehandlung von Stahl 2 / Wärmebehandlung von Stahl 3